
Oil Palm Tree Wastes 7: The composition and treatment of the palm oil mill effluent
Published Date: 16th November 2020
Introduction
Palm oil extraction from the palm fruits consumes large quantities of water, especially when the wet milling method is adopted. Each ton of fresh fruit bunches at the extraction mill generates approximately 0.22 tons of empty bunches, and between 800 and 900 liters of effluents and other by-products. It is also estimated that for every ton of crude palm oil produced, about 5 - 7.5 tons of liquid effluent is also produced. Therefore, millions of tons of liquid effluents are produced each year as a result of the processing of oil palm fruits. This viscous acidic brown liquid, which is largely organic, non-toxic but unpleasant in odor liquid is called the palm oil mill effluent (POME). The material contains high levels of degradable organic matter, mostly made of water, unrecovered oil, free fatty acids, starches, proteins, and non-toxic plant tissues. Although palm oil mills generate both solid and liquid wastes, POME remains the most expensive, and difficult waste to manage, mostly because large volumes are generated at any given time. For example, Malaysian estimates show that an average of about 53 million tons of POME that requires disposal is produced per year. The volume of POME generated from palm oil milling activities is expected to continue to rise as both domestic, and global demand for palm oil continue to rise.
The POME produced by industrial-scale oil mills is regarded as an environmental pollutant because of its large volume, high compositions of total solids, suspended organic solids, and dissolved organic matter among other attributes. The effluent produced by artisanal small-scale palm oil mills is however much smaller in volume, and differs in some physicochemical characteristics from the industrially produced POME. It is characterized as sludge, and has been used as energy-rich feed raw material for livestock. Traditionally, the common practice has been for palm oil mills to discharge raw or partially treated POME into water bodies or wastelands, since this is the least cost method of disposing of the material. This is because, millers considered the POME as waste, and a burden to the palm oil industry. Several studies have however reported that undue discharge of large volumes of untreated POME into water bodies can deplete their oxygen contents, and negatively impact aquatic life, thereby disrupting the ecosystem services delivered by such water bodies to humans, and animals populations. Man-made ponds have also been constructed to serve as holding tanks for raw POME in many industrial-scale palm oil mills. Very limited use is however made of the POME, therefore it accumulates in these ponds, and ferment to emit pollutant gases such as methane. This fermentation process has been attributed to the high temperature, and low pH of the material at the time of its discharge into the ponds. Large volume generation of POME is therefore currently regarded as a major source of environmental pollution, and this has led to the imposition of stringent limits of effluent discharge in several palm oil-producing countries.
The raw POME is usually discharged hot at 80 - 900C, and possesses a very high biological oxygen demand of about 100 times that of domestic sewage, and pH of about 4.5, while the other physicochemical parameters are also very high enough to require series of POME treatment before discharge into the environment. It also contains several vital nutrients, and elements for the plant, and animal growth. Although POME is biodegradable, it cannot be treated easily by conventional sedimentation systems, because it contains sizable amounts of residual oil. Several treatment strategies, and approaches have therefore been applied to reduce the pollution potentials of POME before discharge into the environment. These include the use of flocculation, solvent extraction, adsorption, and membrane separation processes to remove the suspended solids, and residual oil from the raw POME. Ponding stand consisting of a de-oiling tank, acidification ponds, anaerobic, and facultative or aerobic ponds are common treatment methods adopted by palm oil mills, and may be coupled with closed digesters, so that the generated methane is captured, and used as an alternative fuel in the mill.
More recently, the management of the POME has evolved from treatment for disposal, to beneficial utilization. The POME is therefore increasingly being regarded as a secondary raw material, by-product, or residual product as more environmentally sound direct re-use approaches are being researched and adopted, especially in Asia. Africa palm oil mills, and producers however continue to lag behind in the adoption of these innovative waste management approaches, probably because of weak legislation, and enforcement of effluent discharge limits by the relevant agencies. The novel approaches to bio-waste management are essential, predicated upon the development of more appropriate, sustainable characterizations of waste, as a potential resource-rich material that could be exploited for additional income, and sound environmental practices.

Physicochemical characteristics of POME
In modern industrial-scale palm oil mills that employ the wet milling process, the POME is discharged as a colloidal suspension originating from the mixtures of the sterilizer condensate, separator sludge, and hydro-cyclone wastewater in a ratio of 9:15:1 respectively. The raw POME consist of water-soluble fractions of the processed palm fruits, and suspended materials such as oil residues, short palm fibers, cell walls, organelles, a range of carbohydrates (cellulose and simple sugars), nitrogenous compounds such as proteins, and amino acids, organic acids and minor organic, and mineral constituents. The raw POME has been reported to contain a colloidal suspension of about 95 – 96 percent water, 0.6 – 0.7 percent oil, and 4 – 5 percent total solids, including 2 – 4 percent suspended solids. Most of the oil in the POME is trapped in plant cell debris, and intact ruptured plant cells, while only a small proportion is found in the soluble fraction. Its low pH (4.5) is made possible by the presence of the organic acids produced during the fermentation process. Raw POME has biological oxygen demand (BOD) values averaging about 25,000 mg/liter, about 250,000 mg/liter chemical oxygen demand (COD), 65 mg/liter total dissolved solutes (TDS), and 9,000 mg/liter of chloroform soluble material.
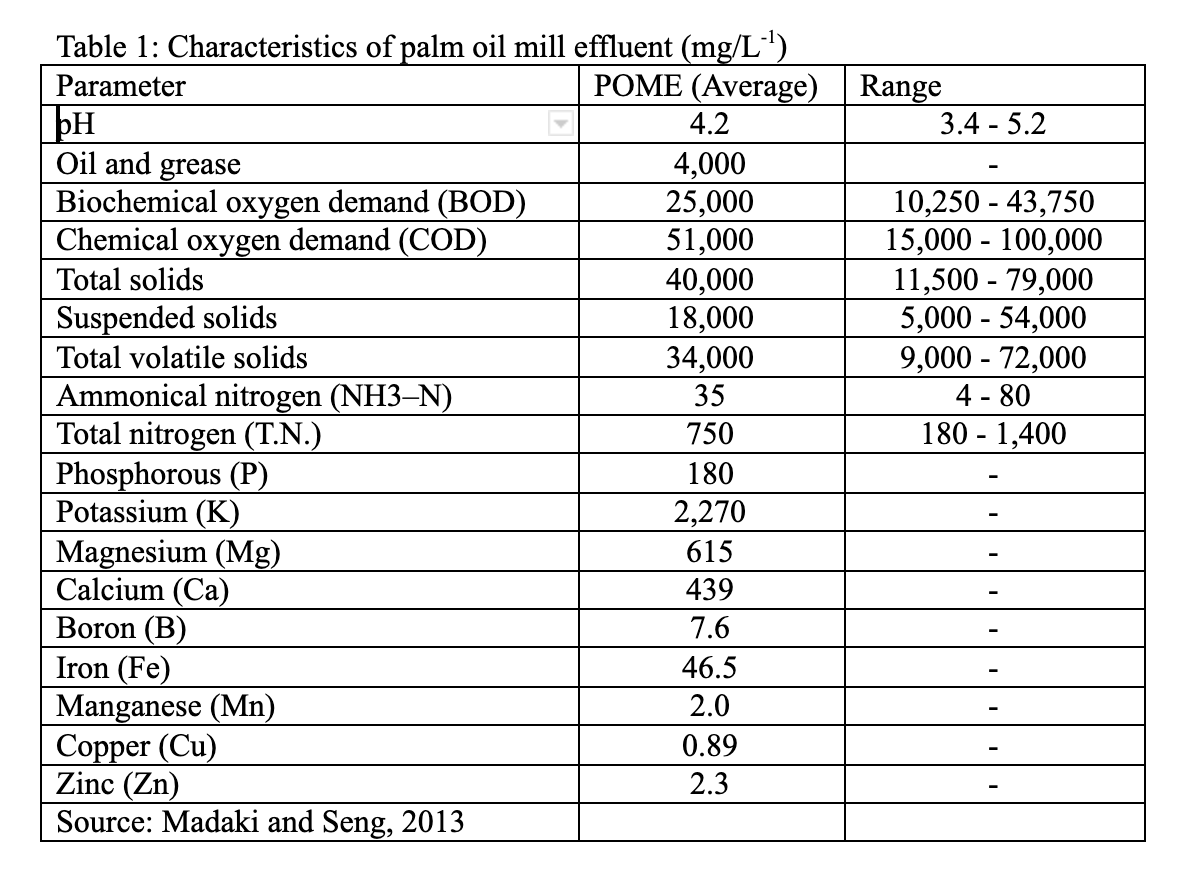
The biological oxygen demand is the amount of oxygen used by microorganisms to biologically decompose organic matter in an effluent within a specified time, and temperature. It is a measure of the organic quality or the degree of organic pollution of an effluent or water body. The high biological oxygen demand reported for the POME implies that it is of poorer quality, and will impact the wellbeing of the biotic matter when discharged onto the environment. The essential mineral elements found in the POME include nitrogen, phosphorus, potassium, magnesium, and calcium, which are also vital nutrients for plant growth and livestock nutrition. The physicochemical characteristics of POME as reported by Madaki and Seng (2013) are shown in Table 1.
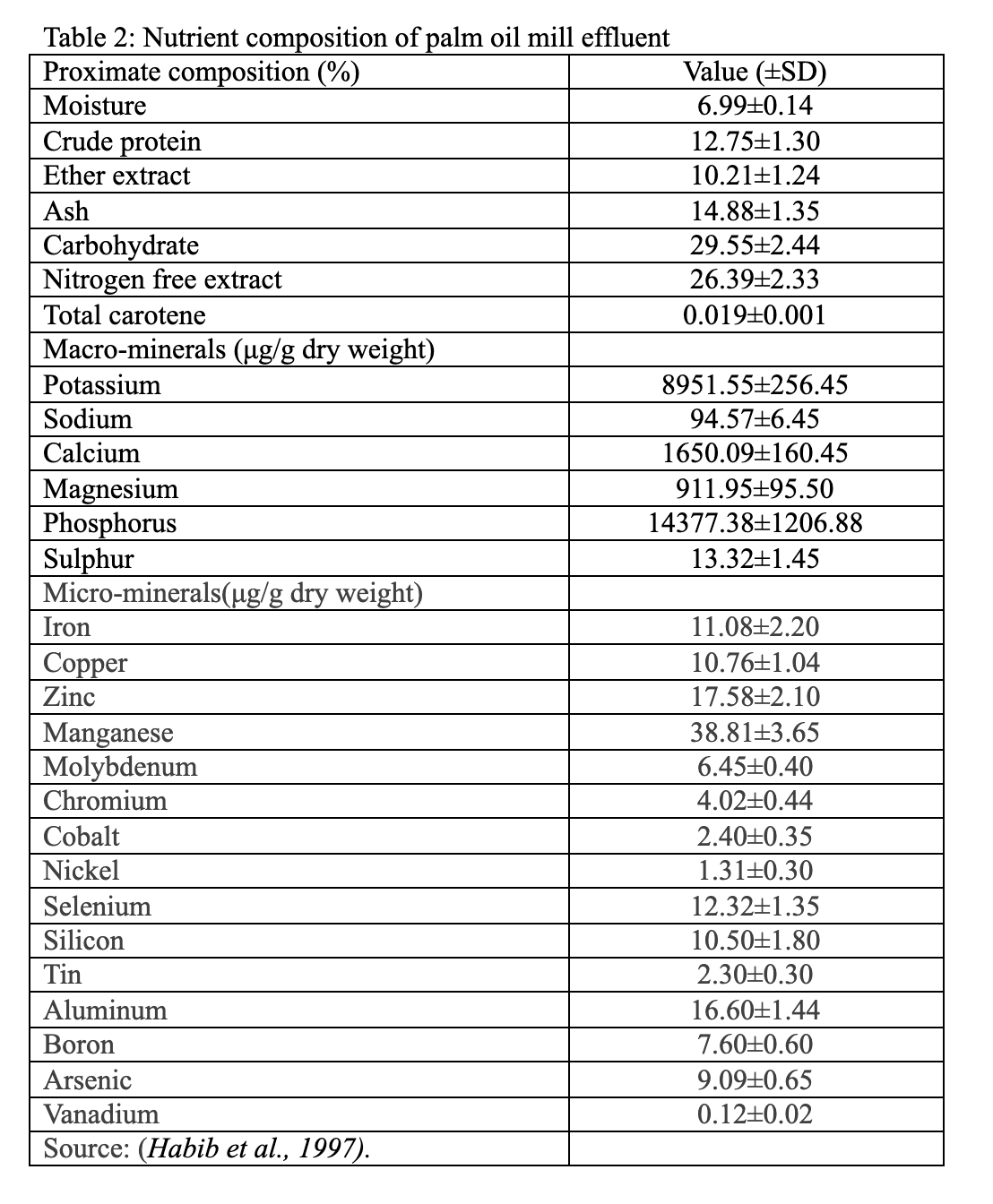
The POME also contains high concentrations of protein, nitrogenous compounds, carbohydrates, lipids, and minerals that could serve as nutrients for different classes of animals or converted by microbial processes into useful materials. The material is particularly characterized by a high level of ether extract, ash, and moderate levels of crude protein and carbohydrate as shown in table 2. The gross energy content has been reported to average 8.37 MJ/kg, while the crude fiber, cellulose, and neutral detergent fiber values were reported to be 20.1, 20.0, and 63 percent respectively. The material is also rich in both macro and micro-minerals, therefore making it suitable for use in the production of organic fertilizer. The major macro-minerals present in POME according to their order of concentration are P>K>Ca> Mg>Na, while for the micro-minerals the order is Mn>Zn>Al>Se>Fe>Cu>Si among others (Table 2). The amount of carotene in POME is usually dependent on the amount of residual oil in the effluent, with the small-scale and artisanal effluents containing more carotene probably because of inefficient oil extraction. Thus, the high concentrations of these nutrients make POME favorable for microbial growth, fermentation, and therefore a good raw material for bioconversion into various beneficial products.
In some industrial-scale palm oil mills, a secondary product called decanter cake is produced during the milling process by passing the effluent through a process of decanting, centrifuging, and then drying within the machine system in order to reduce the solids in the wastewater before discharging into the ponds. The application of the decanter-drier system, results in the production of a pasty solid by-product, which is recovered as the decanter cake. The decanter cake is usually a brownish paste that contains 12.63 percent crude protein, 7.12 percent ether extract, 25.79 percent crude fiber, 0.03 percent calcium, and 0.003 percent phosphorus. The fatty acids are essentially palmitic, oleic, linoleic, stearic, and myristic acids, while it is also rich in β-carotene. Crystalline deposits in various forms comprising calcium oxalate, and known as raphides are also commonly found in the POME. It has been postulated that these raphides are products of partial maceration of the microfibrils in the walls of oil-bearing cells.
Treatment of the palm oil mill effluent
Added to its very high biochemical oxygen demand, and chemical oxygen demand, the POME also contains a higher concentration of organic nitrogen, phosphorus, and various supplements including the sterilizer condensate. Although the POME is essentially a non-toxic waste, it however creates environmental problems through its oxygen draining capacity in water bodies and land. Therefore, the discharge of large volumes of untreated POME creates adverse effects on the environment, and needs to be treated before discharge in order to conserve the environment. The physicochemical characteristics of the POME have been shown to vary considerably across batches, the period of production, factories, processing techniques, the age or type of fruit, climate conditions as well as the discharge limit of the factory, and quality control practices at the different mills among other man-made variables. All these variables influence the choice of the type of treatment of POME in the palm oil mill. Most industrial-scale mills, therefore, usually develop their own POME treatment systems according to the peculiarities of the mill.
The common palm oil mill effluent methods practiced by the palm oil industry include the physicochemical treatment, biological processes, and membrane filtration process. Ponding however remains the most common treatment system, which is a multi-stage process consisting of a de-oiling tank, acidification ponds, anaerobic, and facultative or aerobic ponds. The ultimate objective of all POME treatment is to alter the composition of the material in such a way that it meets acceptable threshold limits recommended by environmental protection, and regulatory agencies in the country of operation. Some countries have implemented a licensing system that deals mostly with effluent standards, and effluent charges levied on the biological oxygen demand load discharge.
Physicochemical treatment: The common physicochemical treatment approaches applied to the POME according to the review by Wu and coworkers include drying, sedimentation, centrifugation, coagulation, flocculation, flotation, and adsorption. These treatment processes are particularly expedient when there is the need to combine effluent treatment with the recovery of the solid fractions which are subsequently used for other beneficial purposes.
Drying: The effluent may be conveniently dried in a mixer with continuous stirring or turning during the drying process. The commonly used mixer is the rotating bowl mixers, which is similar to the type used in mixing cement. The pan type drier that relies solely on evaporative drying has also been found relatively effective, particularly when heating is needed to increase the rate, and the extent of the effluent drying process. In some factories, the effluent is separated into mill mud, and washings prior to drying the mill mud separately according to any of the procedures described earlier.
Sedimentation and centrifugation: This is usually the first stage of the POME treatment process to remove suspended solid particles, and has been called the primary treatment. However, because POME contains some residual oils, it does not settle well under gravitational conditions, and therefore needs to be aided by coagulants or centrifugation. The centrifugation of POME at 15,000 rpm for 30 minutes at room temperature results in its separation into a thin layer of oil, compact mass of residue, and a clear brownish supernatant that contains 40 and 100 percent less chemical oxygen demand, and total suspended solids, respectively. However, only about 50 percent of the residual oil, and grease are removed when the suspended solids in the POME are totally eliminated by means of centrifugation.
Coagulation and flocculation: These processes are used to aid the suspended solids in the POME to aggregate into larger particles, and can be achieved by chemical treatment with inorganic salts or cationic polymers or a combination of both. For example, aluminum sulphate (alum), polymers, activated carbon, and lime have been used as effective coagulants in the treatment of POME. After such treatments, dark brown colored, and pungent smelling effluent became odorless, and pale yellow in color. Other studies have shown the superior effects of direct flocculation with water-soluble organic polymers over inorganic coagulants, especially in reducing the treatment cost. For example, a comparative study on the removal of the residual oil and total suspended solids from POME using chitosan, alum, and polyaluminum chloride, showed that chitosan was more efficient, and economical compared to alum, and polyaluminum chloride. Phyto-coagulants such as Moringa oleifera seed cake, and biodegradable flocculants have also been used either solely or in combination to effectively reduce the total suspended solids and chemical oxygen demand values of POME. Electrocoagulation in which aluminum, and sodium chloride served as electrodes, and supporting electrolytes respectively has also been used as an alternative to metal salts or polymers in the effective treatment of POME.

Flotation: Different types of floatation methods such as dissolved air flotation, and electroflotation have been used to clarify the palm oil mill effluent. Electroflotation of the POME at pH 10 and 3 hours of electrolysis using a lead dioxide-titanium anode, and a stainless steel cathode has been found to reduce the chemical oxygen demand of POME by 50 percent, and was attributed to enhanced flotation of the suspended particles, such as plant cell debris, and enmeshed oil droplets in the POME. Although reports on the effectiveness of dissolved air flotation for liquid/solid separation in POME treatment vary, it is possible to remove up to 90 percent of the total suspended solids from the POME when higher pressure (560 kPa) or recycle ratio (exceeding 6) are applied.
Adsorption: Adsorbents such as chitosan, bentonite, synthetic rubber powder, sawdust modified with propenoic acid, and activated carbon are also used in the removal of residual oil and total suspended solids form POME. Chitosan has however been found to give better absorbance result than bentonite, and activated carbon in the treatment POME, while activated carbon was better than the modified sawdust. All the adsorbents however yield clear effluent with wider reuse applicability after their application at optimum adsorption conditions.
Solvents and other methods: Several industrial solvents such as n-pentane, n-hexane, and n-heptane have also been employed in treating, and recovering residual oil from POME, with n-heptane being more effective than the other solvents. Other techniques that have been researched with variable results include the acidification, and hydrolysis of the raw POME with dilute HCl to achieve its separation into oil, and heavy phases, the elevation of the effluent temperature to about 950C in order to enhance the oil separation from the emulsion, and depth and surface filtration to pre-treat raw POME to reduce its total suspended solids, and turbidity.
Biological processes
The very high biological oxygen demand loading, low pH, and the colloidal nature of the suspended solids in POME, has remained constraints to its effective treatment, especially using the conventional physicochemical methods. Therefore, several biological treatment approaches such as aerobic, and anaerobic digestion have been researched and applied in the industry. Usually in the industry, the treatment process involves moving the POME through a cooling pond, pre-treatment pond, anaerobic pond, aerobic pond, and holding pond. In the cooling pond, the temperature of the effluent is reduced, while some of the residual oil settles on top for easy collection. The effluent is then moved to the anaerobic pond, where degradation of complex organic wastes generates CH4, CO2, and H2O, and finally to the aerobic pond, where aerobic bacteria convert the organic waste into biomass, and CO2 during a period of about 30 before being discharged into the environment after another holding time of about nine days.
Anaerobic digestion of POME: Effluents containing a high concentration of organic carbon such as the POME are subjected to anaerobic digestion or degradation, chiefly because the process is cost-effective, environmentally friendly, reduces the effluent volume, and generates biofuel in the form of methane or biogas. The biodegradation process usually occurs by means of three primary steps, namely; hydrolysis, during which acidogenic bacteria break the organic material into hydrogen gas, carbon dioxide, acetates, and volatile fatty acids, and methanogenesis, during which another set of bacteria (methanogenesis bacteria) produce methane gas. The processes are influenced by pH and temperature values of the medium due to the fact that the bacteria in the anaerobic pond are susceptible to changes in these parameters. For example, the microbial diversity decreases with increasing temperature in an anaerobic pond, with the ideal temperature range for the optimal degradation process being 35 - 40°C, since most of the functional bacteria are mesophilic. The major anaerobic digestion adopted for the treatment of POME includes the anaerobic suspended growth processes, attached growth anaerobic processes, anaerobic sludge blanket processes, membrane separation anaerobic treatment processes, and hybrid anaerobic treatment processes.
In the suspended growth process the anaerobic digesters can be operated either as open tank digesters with an extended aeration system or as closed tank digesters with biogas recovery and land application. The tank digester design has been suggested as the ideal anaerobic treatment for POME, as compared to the ponding system in terms of production, and recoverability of biogas, and fertilizer from the process. Anaerobic sludge blanket processes, which could be either the up-flow anaerobic sludge blanket process or the anaerobic baffled reactor have also been used for POME treatment, with the former being more commonly applied. Again, anaerobic hybrid technologies, that involve the combination of different anaerobic processes into a single bioreactor, has become increasingly popular in the industry, since it combines the recovery of usable energy with good process efficiency, and stability. Generally, anaerobic digestion has been used to achieve high removal of chemical oxygen demand, as well as reduction of grease/oil, and the total organic carbon by up to 91.3 and 95.9 percent, respectively in the POME.

Anaerobic digestion has the advantage of minimal energy requirement, methane gas generation as a valuable product, and sludge generation, however, its requirement of the vast area of land as a conventional digester, longer retention time, and slow start-up are some of its disadvantages.
Aerobic digestion of POME: In aerated ponds or tanks, the microorganisms are able to biochemically convert organic matter contained in POME to carbon dioxide, water, energy, and biomass. If the biomass has a good settling property, then the solids will be efficiently separated so that the clear effluent can be discharged. In practice, the aerobic digestion of POME is common because it has been found to be a more efficient, and quicker process than anaerobic digestion. Fungal organisms such as, Trichoderma viride, Yarrowia lipolytica, and bacteria such as Acinetobacter sp., Bacillus sp., and Pseudomonas sp. have been successfully used in aerobic digestion of POME. T. viride inoculation was found to reduce the chemical oxygen demand of the POME by more than 95 percent within 10 to 14 days of the fermentation, while a similar result was obtained with Yarrowia lipolytica inoculation over a shorter retention time of 2 days.
Dissolved oxygen is a critical parameter for aerobic biological treatment systems, since aerobic bacteria require it to thrive, and carry out their microbiological activities. Aerobic digestion has shorter retention time, and efficiency in waste handling as its good points, however it requires higher energy (aeration) supply, is unsuitable for land application since the rate of detoxification can be slow.
Membrane separation process
This process is not commonly used in treating POME due to the fact that POME contains large amounts of suspended solids, and a macrosolute-like protein. Therefore, pre-treatment processes such as filtration, centrifugation, and coagulation are usually applied to the POME before the membrane filtration process. Prior chemical coagulation, and adsorption have been shown to enhance the efficiency of the membrane separation processes. Some studies have also highlighted the superiority of membrane separation using ultrafiltration, and reverse osmosis over some physicochemical treatment approaches such as centrifugation and adsorption. Such a technique was able to yield higher removal efficiencies of 100 percent turbidity, 98.8 percent chemical oxygen demand, and 99.4 percent biological oxygen demand. The membrane separation process has the advantage of needing limited land area for the establishment an effective, and efficient treatment plant, although the short membrane life, membrane fouling, and its expensive nature compared to conventional treatment methods may be viewed as drawbacks.
Conclusion
The large volume of POME produced each year as a result of the processing of oil palm fruit although non-toxic is high in biological oxygen demand which can impact the wellbeing of the biotic matter when discharged onto the environment. It is therefore regarded as a major source of environmental pollution at palm oil processing locations. The POME is also rich in essential nutrients that could be exploited in the production of fertilizer and livestock feed. Several treatment methods have been devised to reduce the biological oxygen demand, and other parameters of POME to safe levels before final discharge unto the environment. While physicochemical treatment processes are relatively cost-effective, a ponding approach in which aerobic or anaerobic processes applied is more efficient in treating the POME. There is the need for the imposition of stringent limits of effluent discharge in palm oil-producing countries in order to abate the pollution problems arising from inappropriate disposal of POME.
Bibliographic references
Akhbari, A., Kutty, P.K., Chuen, O.C., and Ibrahim, S. (2020). A study of palm oil mill processing and environmental assessment of palm oil mill effluent treatment. Environ. Eng. Res., 25(2): 212 – 221.
Alimon, A.R. and Wan Zahari, W.M. Recent advances in the utilization of oil palm by-products as animal feed. Department of Animal Science, Universiti Putra Malaysia, Serdang, Selangor, Malaysia.
Aliyu, S., and Md. Zahangir, A. (2012). Palm oil mill effluent: a waste or a raw material? Journal of Applied Sciences Research, 8(1): 466 - 473.
Habib, M.A.B., Yusoff, F.M., Phang, S.M., Ang, K.J., and Mohamed, S. (1997). Nutritional values of chironomid larvae grown in palm oil mill effluent and algal culture. Aquaculture, 158: 95-105.
Madaki, Y.S., and Seng, L. (2013). Palm oil mill effluent (POME) from Malaysia palm oil mills: waste or resource. International Journal of Science, Environment and Technology, 2(6): 1138 – 1155.
Obi, C.I. (2011). Palm oil milling – The impact. AWE International. www.osedirectory.com/environmental.php
Wu, T.Y., Mohammadb, A.W., Md. Jahim, J., and Anuar, N. (2010). Pollution control technologies for the treatment of palm oil mill effluent (POME) through end-of-pipe processes. Journal of Environmental Management, 91: 1467e1490